


Industry Waste Fired Boiler

The biomass centralized heating project in Nanyang Economic Development Zone, Baixiang, Xingtai, Hebei, is a heating project invested, constructed and operated by Baixiang County Nowva Energy Technology Co., Ltd. with a 30-year franchise. The paper industry is the leading industry in the park. The project replaces small coal-fired or gas-fired boilers built by steam companies with biomass fired boilers. The project covers an area of 58.4 acres and is equipped with two 45t/h biomass fired boilers, providing high-quality industrial steam to many papermaking and food processing users in the park, achieving centralized heating in the park. In 2021, a continuous operation record of 225 days without shutdown was set for a single furnace. The project was put into operation in 2020 and the papermaking enterprises in the park continuously produce 24 hours a year. The actual annual operation of the project is 8000 hours, with a minimum hourly steam demand of 15 tons and a maximum of 65 tons. The actual boiler output is between 30% and 100% and the annual steam supply of the project is 400000 to 450000 tons. Adopting a steam prepaid charging system, recharge first and then use steam. The boiler directly burns various biomass bulk materials. Taking into account fuel availability and procurement costs, it timely selects pure or mixed burning of various biomass fuels such as wood chips, straw, branch wood and furfural residue to provide centralized steam supply to steam users in the industrial park. The project consumes approximately 120000 tons of biomass annually, equivalent to 56000 tons of standard coal, reducing 14 million tons of CO2 emission, 1344 tons of SO2 emission and 392 tons of NOX emission.

01

Thermal Efficiency of Boilers The structure of the three-stage furnace, combined with the invention and innovation of key components in the circulation circuit, has changed the first stage ash circulation to two stage ash circulation, increased the number of circulation stages and formed a multi process feature. The effective combustion process in the boiler furnace is extended, which prolongs the fuel combustion time and makes the fuel combustion more sufficient; Meantime, the three-stage furnace is conducive to the arrangement of the boiler heating surface and the improvement measures in the arrangement of combustion organization and heat exchange surface have improved the thermal efficiency of the boiler. The operating thermal efficiency range of the boiler under design conditions is 88% -92%, saving customers' heat costs.

02

Fuel Adaptability
Horizontal circulating fluidized bed boilers have a wide range of fuel adaptability, with a wide range of available fuel calorific values for the same furnace (6.3-25.0 MJ/kg applicable). This technology effectively regulates the bed temperature in the dense phase zone of the primary combustion chamber of the boiler through high-temperature and low-temperature two-stage ash circulation. The self-balance of the return material can be achieved between the two stages of circulation and the return material amount of the two stages of ash circulation can be adaptively adjusted according to the fuel characteristics when burning different fuels, ensuring stable combustion in the furnace, thus having good fuel adaptability. Horizontal circulating fluidized bed boilers can burn various general biomass (mainly agricultural and forestry waste) and biomass industrial waste (traditional Chinese medicine residue, furfural residue, tobacco stems, etc.) separately or in a mixed manner, reducing fuel costs while increasing the convenience and flexibility of fuel selection for users.
The unique multi-pass and two-stage material circulation not only adapt to the complex and variable characteristics of fuel, but also meet the needs of achieving material self-balance under wide load operation of the boiler.
03

Boiler Availability
Key components such as slag discharge device, feeder, separator, and central cylinder suitable for horizontal circulating fluidized bed boilers are invented. The overall height of the boiler is reduced and the material is recycled in a composite manner, achieving medium-temperature separation instead of high-temperature separation, reducing high-temperature corrosion. Moreover, medium-temperature separation reduces the adhesion of alkali metals in the ash after the separator, avoiding problems such as post combustion, slagging, and ash accumulation in the separator, greatly improving the availability and safety of the boiler. Under the same operating and maintenance conditions, the continuous operating period of biomass fired boilers is significantly longer than that of conventional boilers. The interval between equipment maintenance has increased and the cost of operation and maintenance has decreased. In 2021, the No.1 boiler in the demonstration project set a record of 225 days (5400 consecutive hours) of non-stop operation for small and medium-sized biomass boilers.
This technology arranges a convective heating surface downstream of the intermediate temperature separator, and the flue gas temperature at the inlet of the economizer is lower than the bonding and deposition temperature of the alkali metal, which can effectively prevent the accumulation of ash on the convective tube bundles such as the economizer. The conventional circulating fluidized bed separation temperature ranges from 850 ℃ to 900 ℃. The first stage return ash temperature of a horizontal circulating fluidized bed is about 650 ℃, and the second stage return ash temperature is about 500 ℃. Due to the low return ash temperature, it can effectively control the combustion temperature in the dense phase zone, and at the same time, there will be no slagging phenomenon on the separator and tail heating surface; In addition, due to medium-temperature separation, the working temperature of the separator is low, which can increase the lifespan of the separator. By adopting a three-stage furnace, the radiation heating surface of the boiler increases relatively, while the proportion of convection heating surface decreases, effectively alleviating the adhesion and deposition caused by alkali metals. Adopting a gas pulse soot blower (without the need for water flushing) has a good soot blowing effect on adhesive fouling, overcoming the problems of alkali metal fouling and bonding.
04

Construction Cost Single-layer Layout, Short Cycle, Safe Operation and Maintenance The traditional double-layer layout of boiler room design results in unreasonable use of boiler room area, large boiler room area, high construction costs, high heating and lighting loads, and long personnel inspection routes. The boiler of Nowva Energy adopts a single-layer layout. The boiler is located on a ± 0.00 meter flat level, and the+4.00 meter elevation boiler equipment level is cancelled. Therefore, there is no independent foundation for the boiler island. Taking a boiler with a capacity of 35t/h as an example, the foundation cost of a single-layer layout boiler can be reduced by 300000 yuan. In addition, it greatly reduces the building area of the boiler room. The civil engineering quantity of the boiler room is small. The amount of cast-in-place concrete is small. The main structure construction is simple and the construction period is short.
05

Operating Cost
Compared to conventional fluidized beds, the horizontal structure has a lower requirement for the power of the ID fan and the energy-saving effect is extremely significant. The power consumption for each ton of steam produced by a horizontal fluidized bed boiler is about 18 degrees Celsius, while for a conventional boiler, it is about 28 degrees Celsius. Based on industrial electricity consumption of 0.85 yuan/degree Celsius, when an annual production of 200000 tons of steam is produced, only the electricity cost can be saved by 1.7 million yuan.
The medium-temperature separation of ash and slag particles results in a higher recycling rate of two-stage materials, reducing the amount of bed material replenishment and saving later operating costs.
06
Environmental Protection Cost In response to the problem of high original emissions of nitrogen oxides from industrial boilers, air and fuel stages are arranged in a coordinated manner. Based on the three-bed multi-stage cycle combustion technology route, fuel staged nozzles are added to form a three-bed multi-stage low NOx CFB combustion technology, which can reduce the original emissions of nitrogen oxides by more than 50%. In terms of complete system technology, the original generation of nitrogen oxides can be controlled through gas-solid fluidized bed combustion, fuel staged combustion, staged air distribution, etc. The original emission of nitrogen oxides can be less than 100 milligrams per cubic meter. Assisting in SNCR removal of nitrogen oxides in the furnace, dry desulfurization with calcium-based desulfurizers in the furnace, fine desulfurization with tail flue gas alkaline solution washing, cyclone coarse dust removal, bag filter fine dust removal, and other composite methods, the optimized combination of furnace control and external tail facility control is achieved, achieving ultra-low emissions economically and efficiently. Compared with traditional technologies, achieving the same environmental emission standards can save half of the operating costs of desulfurization and denitrification. The emissions of particulate matter, sulfur dioxide, and nitrogen oxides from boilers are superior to the emission limit requirements for gas boilers in key areas specified in the "Boiler Air Pollutant Emission Standard GB13271-2014".
| Serial number | Project | Emission indicators of this product | Ultra-low emission standards | |||
|---|---|---|---|---|---|---|
| 1 | Particulate matter (mg/m3) | 1.9 | ≤5 | |||
| 2 | Sulfur dioxide (mg/m3) | 1.01 | ≤35 | |||
| 3 | Nitrogen oxides (mg/m3) | 11.13 | ≤50 |
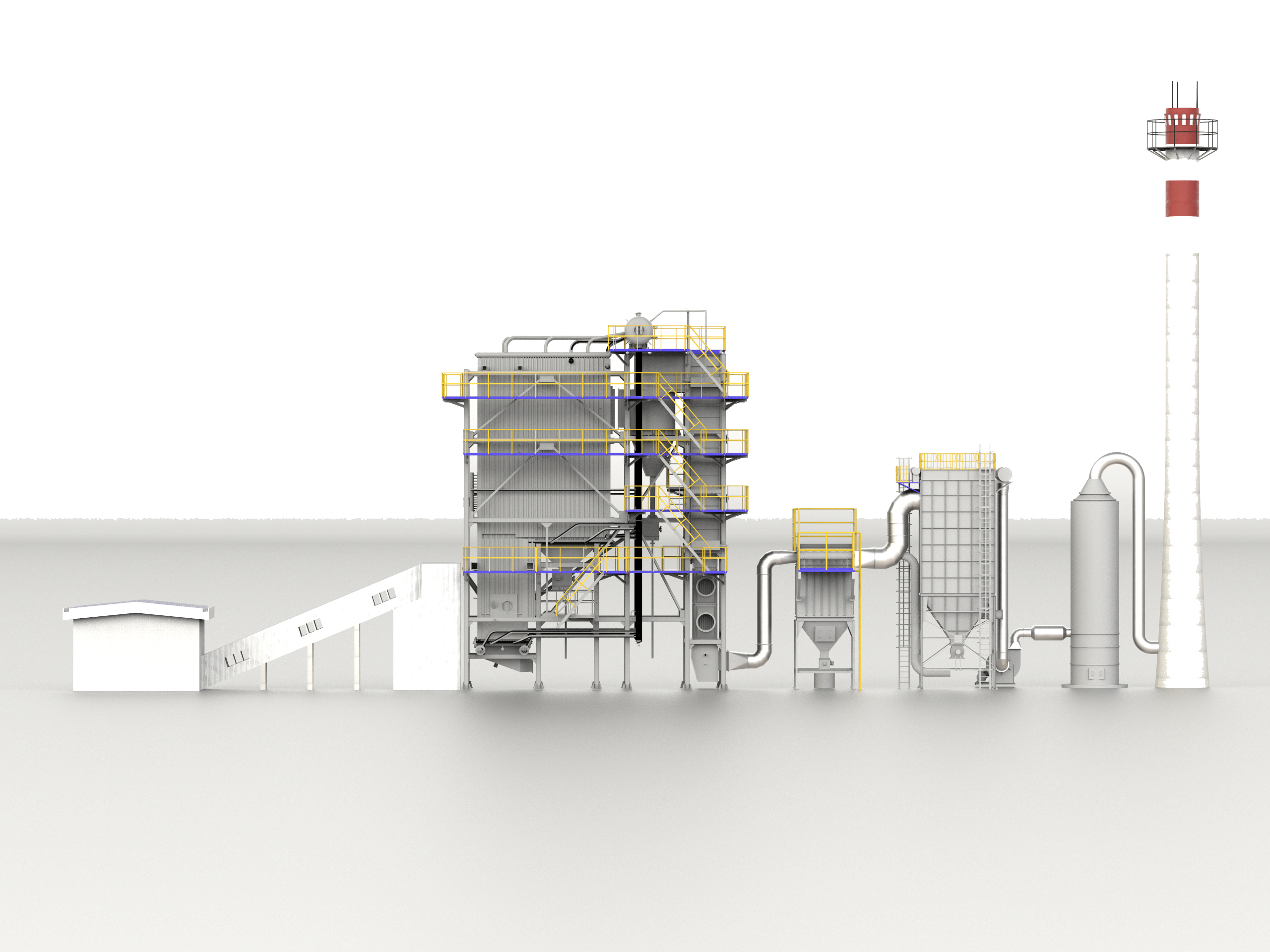
General Diagram of Horizontal Circulating Fluidized Bed Biomass Fired Boiler
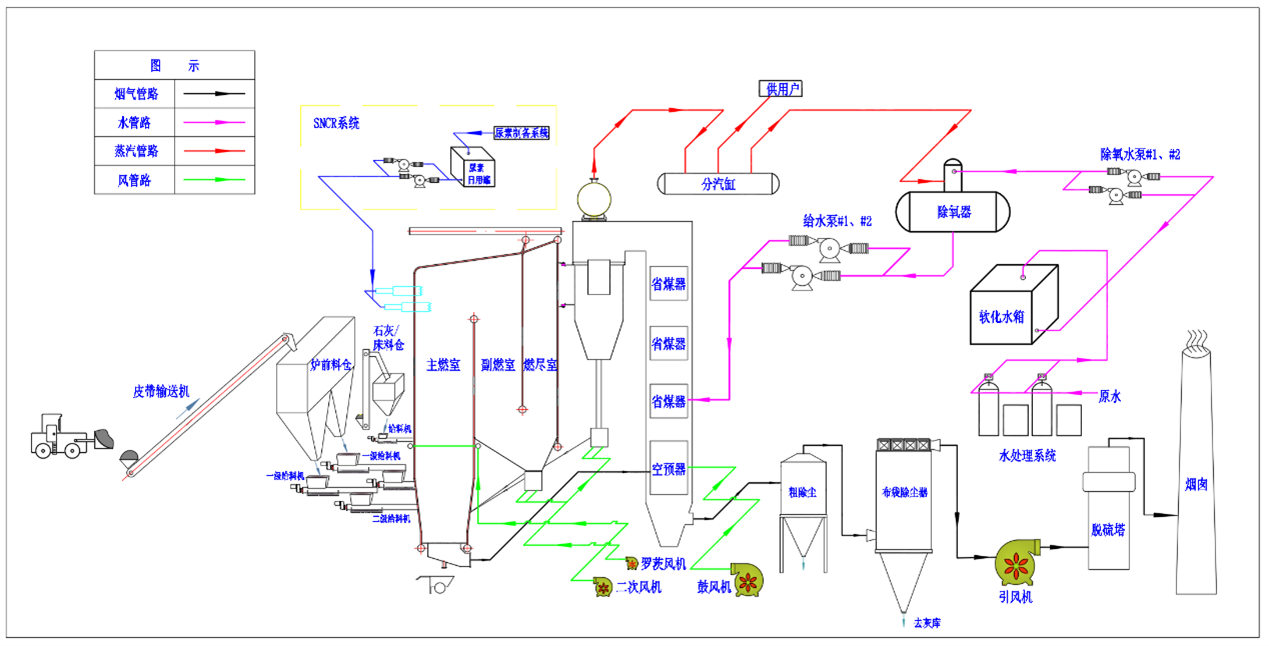
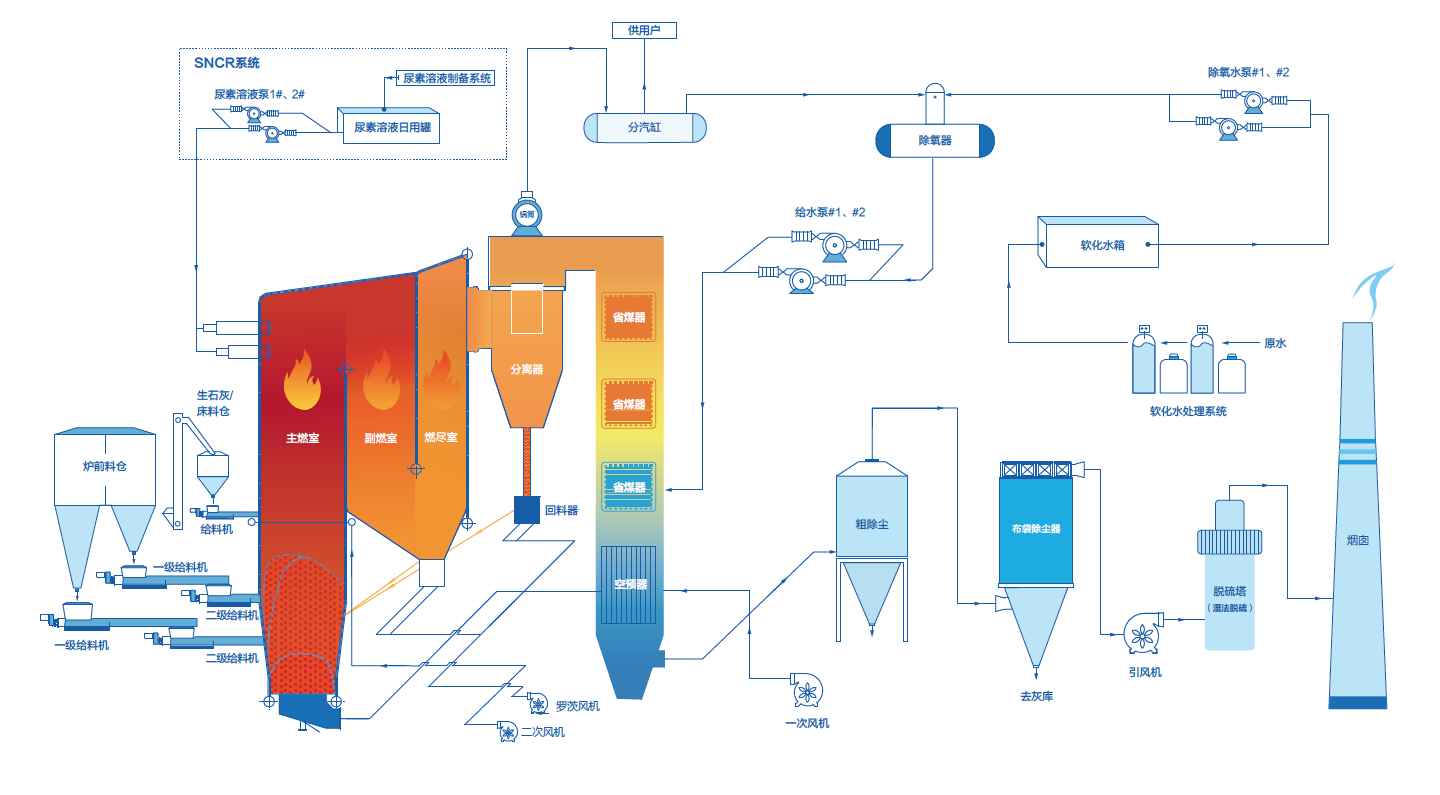
Typical Process Flow Diagram



According to the continuous operation of the project for 3 years, the total investment payback period for the investment and construction of Nowva Energy is within 5 years, and the static investment payback period for the boiler system investment is within 3 years. In addition, by replacing fossil fuels with biomass, approximately 140000 tons of carbon dioxide equivalent (CCER) can be traded annually (note: CCER trading prices in 2022 are between 50-70 yuan/ton), which brings significant economic and social benefits to carbon reduction.
“
”


Please contact us if needed.
 Contact Us
Contact Us



400 000 5570

Committed to the Development of China's Green Economy, Energy Conservation and Emission Reduction Undertakings









