


Industry Waste Fired Boiler

About Furfural and Furfural Residue
Furfural, also known as 2-furan formaldehyde, is a derivative of furan where the hydrogen atom at position 2 is replaced by an aldehyde group. China is the world's most important producer and exporter of furfural, with a global market share of approximately 70%. The raw materials for preparing furfural include plant fiber materials such as corn cob, sugarcane bagasse, and agricultural and forestry waste. During the production of furfural, residual cellulose, lignin, humic acid, and other materials form furfural residue. Each ton of furfural produced will discharge 12-15 tons of furfural residue and China's annual production of furfural residue reaches over 3 million tons. As a combustible industrial solid waste with biomass properties, furfural residue can be used as fuel and has gradually become an important form of efficient and large-scale utilization.


Industry Pain Points in Demand Background
The current situation of furfural residue fired boilers: with an evaporation capacity of 15-50t/h, mainly consisting of chain grate boilers, they mainly face the following problems:
1. Environmental protection fails to meet standards
2. The single operation period is short, only 20 days. To meet the production cycle of furfural products, there must be a backup boiler
3. It is impossible to achieve pure combustion of furfural residue and coal or other high calorific value fuels (biomass particles, wood chips, etc.) need to be added during the combustion process.
4. Low combustion efficiency, about 75%
01

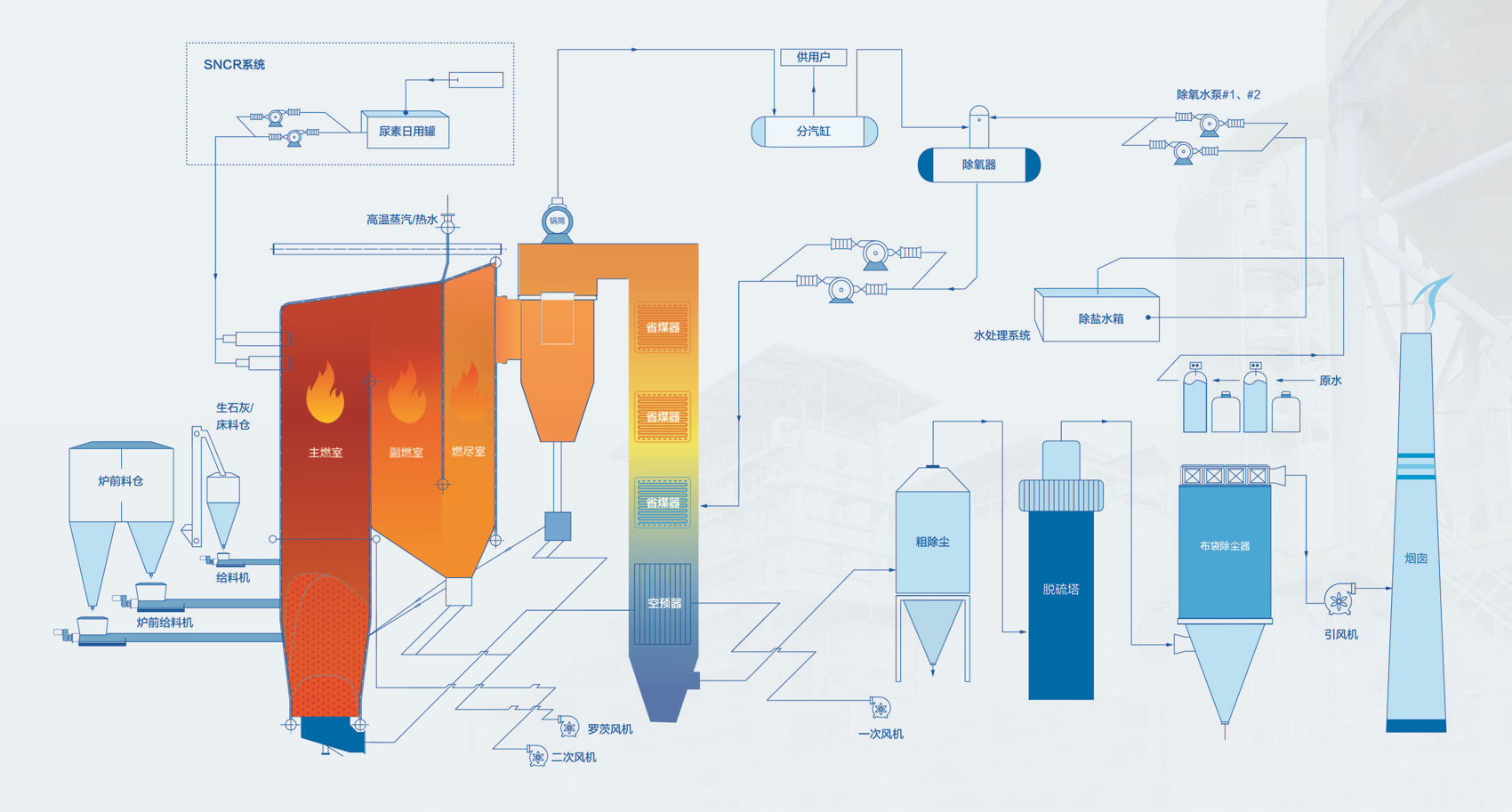
Ultra-wide Fuel Applicability Solid fuels with a calorific value range of 6.3-25.0MJ/kg are suitable. It can satisfy the pure or mixed burning of agricultural and forestry waste and biomass industrial waste, balanced operational efficiency, achieving clean and efficient operation within the load range of 30% -110%.

02

Ultra-high Thermal Efficiency The actual operating thermal efficiency is 88-92%, which is about 20 percentage points higher than conventional small and medium-sized industrial boilers. The energy-saving effect is significant.
03

Long Equipment Operation Period and Less Maintenance Cycle The annual operating hours exceed 8000 hours, and a single furnace has been continuously running for 225 days without shutoff. The two-stage separation of materials at high temperature and medium temperature has strong resistance to ash accumulation and slagging, making it more suitable for biomass fuels with low ash melting points. The maintenance cycle is extended and the maintenance cost is low.
04

Ultra-low Environmental Protection Operation Investment Low temperature combustion and staged air distribution can reduce the initial emission of nitrogen oxides from about 500 mg/m3mg/m3 to less than 100 mg/m3, and the SNCR method can achieve an ultra-low emission target of 50 mg/m3.
| Serial number | Project | Emission indicators of this product | National standard limit GB13271-2014 | |||
|---|---|---|---|---|---|---|
| 1 | Smoke and dust concentration (mg/m3) | 15.1 | 50 | |||
| 2 | Sulfur dioxide (mg/m3) | 22 | 300 | |||
| 3 | Nitrogen oxides (mg/m3) | 37 | 300 |
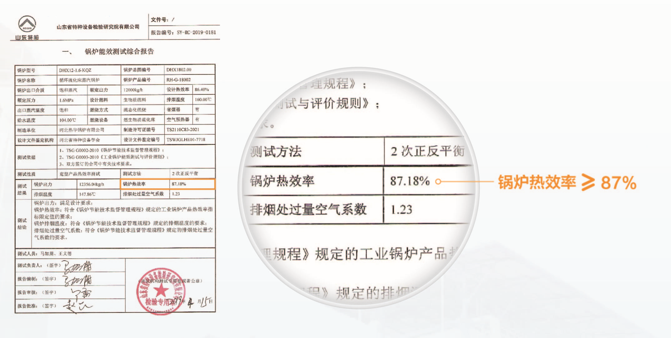
Boiler thermal efficiency is over 87%.
Energy Efficiency Test Report
Pollutant emissions may vary slightly depending on fuel conditions, load rates, and other factors, which can be effectively controlled by adjusting air distribution and furnace temperature;
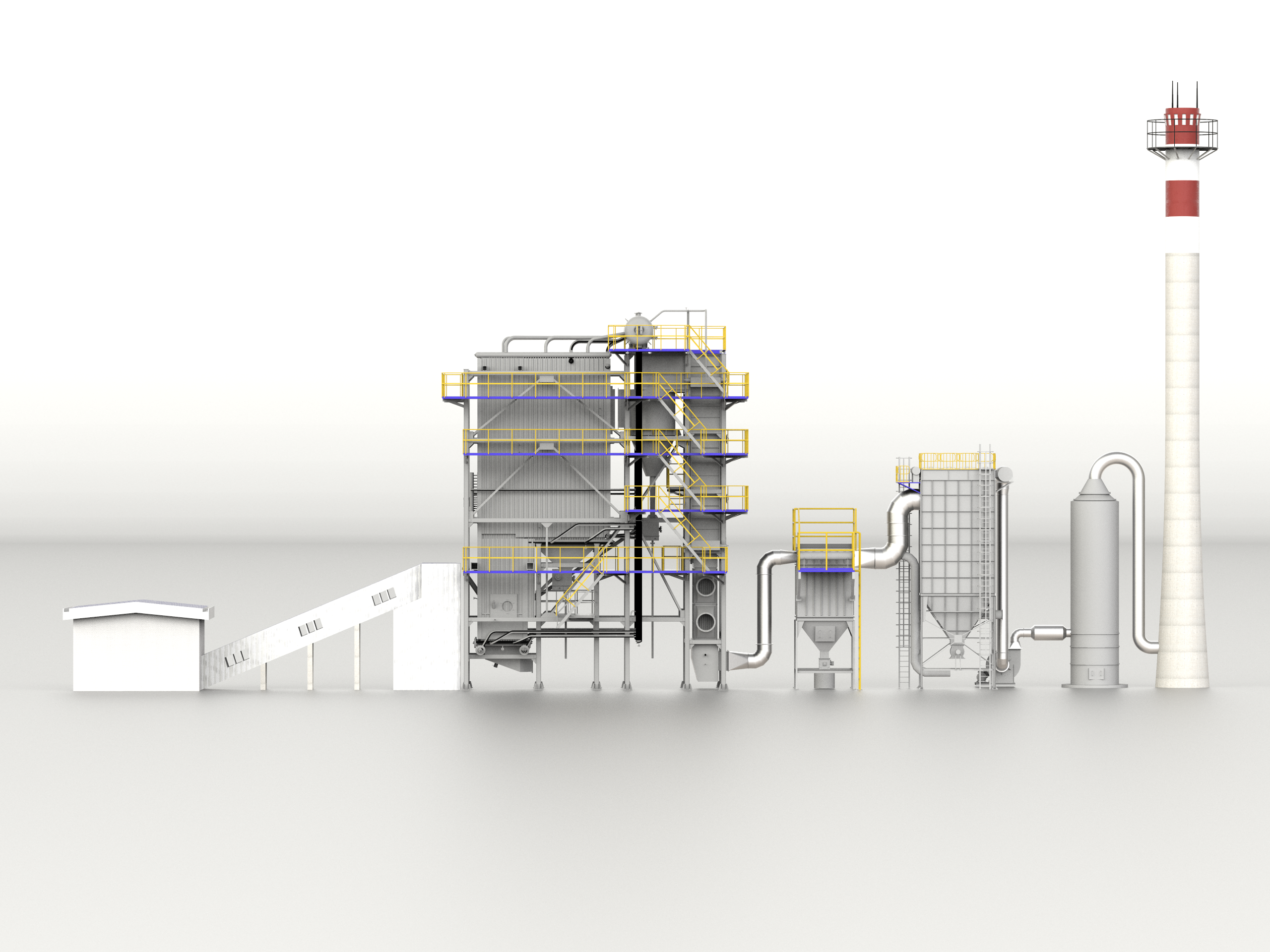
This boiler has a "three beds, two returns" structure and the radiation heating area of the furnace water-cooled wall is much larger than that of a conventional circulating fluidized bed boiler. The low temperature level and self-balanced ash circulation in the primary combustion chamber of the furnace ensures that the temperature distribution in the furnace is uniform and the original emission concentration of pollutants is low.
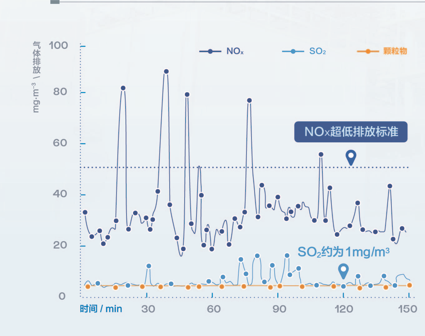
Sulfur dioxide emissions: approximately 1 milligram/cubic meter.
The average emissions of Nitrogen oxides is approximately 32 milligrams/cubic meter.
Low Original Emission Concentration of Pollutants

1. Flue gas temperature at downstream of the burnout chamber is basically below 500 ℃.
The temperature of the flue gas entering the tail heating surface of the cyclone separator, economizer, air preheater, etc. is basically below 500 ℃, which is much lower than that of conventional circulating fluidized bed boilers, effectively avoiding the contamination, corrosion, and serious dust accumulation of the tail heating surface caused by the flue gas at 500-800 ℃; The air preheater adopts enamel to protect the metal, effectively avoiding the occurrence of low-temperature corrosion; The ash accumulation temperature on the air preheater is low. The viscosity is small and the ash accumulation is basically loose, making it easy to blow. Reasonable design of the soot blower and increasing the blowing frequency can greatly reduce the risk of corrosion.
2. Temperature in the dense phase zone is 720-800 ℃ and the middle temperature is 850-900 ℃.
It can achieve low nitrogen combustion and reduce the original emissions of nitrogen oxides.
It can inhibit the generation of carbon monoxide, thereby improving the combustion efficiency of furfural residue.
3. The temperature of primary return material is around 600 ℃ and the Secondary return temperature is around 500 ℃.
By adjusting the amount of material returned to the dense phase zone in the first and second stages, the heat carried by the material entering the dense phase zone can be changed. This heat can be used for heating, drying, and ignition of furfural residue.
Main Temperature Characteristics During Material Circulation
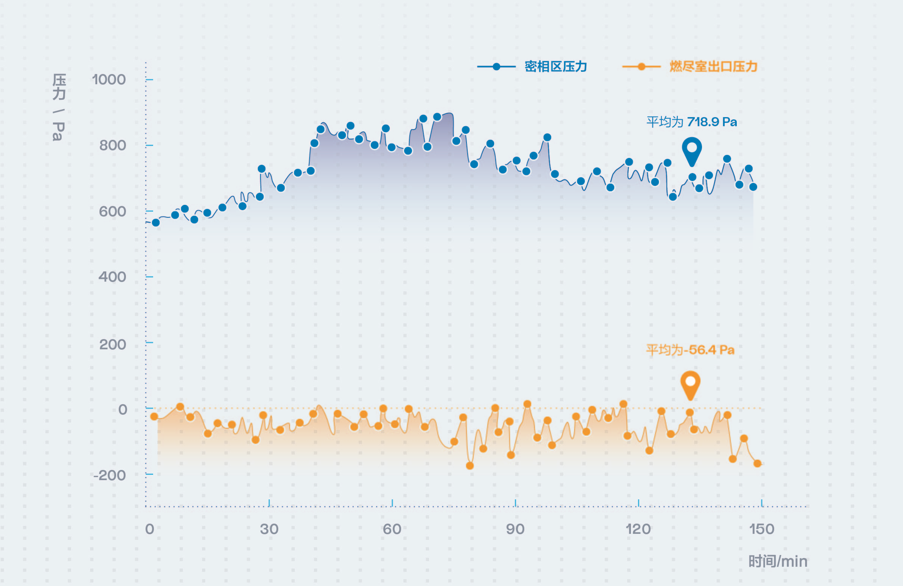
1. The average pressure in the dense phase zone is 718.9 Pa.
The overall operation is relatively smooth and the difference in the particle size and input amount of furfural residue leads to significant fluctuations in the pressure in the dense phase zone at some times. Overall, the fluidization performance of the materials in the bed is relatively excellent and there is no material blockage.
2. The average outlet pressure of the burnout chamber is -56.4 Pa.
The fluctuation trend of the outlet pressure of the burnout chamber is consistent with the pressure in the dense phase zone, basically maintaining a negative pressure, with an average of -56.4Pa. The fly ash content in the discharged flue gas is effectively controlled.
Characteristics of Dense Phase Zone Pressure and Burnout Chamber Outlet Pressure
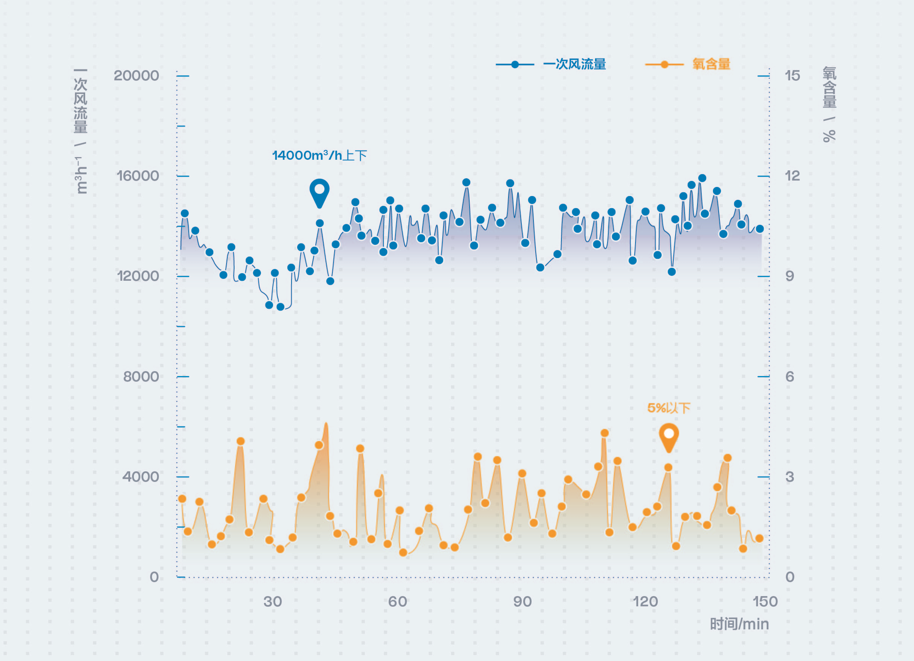
1. The primary air flow rate is about 14000 cubic meters per hour.
The main function of primary air is to ensure normal fluidization of materials, reduce slagging, and increase sufficient oxygen content towards the dense phase zone. Due to the low calorific value of furfural residue, a higher primary air rate will cool the furnace and cause furnace temperature instability.
As shown in the figure, under specific loads, the primary air flow rate of the boiler during actual operation is basically stable at around 14000 cubic meters per hour, which can ensure the stable combustion in the dense phase zone.
2. Oxygen content is below 5%.
According to the "Technical Specification for Energy Conservation and Environmental Protection of Boilers TSG91-2021", the excess air coefficient of fluidized bed boilers should be less than 1.4 at rated load.
The oxygen content in the combustion flue gas of this boiler is maintained below 5% and the corresponding excess air coefficient is only 1.3.
A lower excess air coefficient can ensure that the smoke exhaust loss of the boiler is maintained at a lower level, thereby ensuring that it has sufficiently high thermal efficiency and significant economic benefits.
Primary Air Volume and Oxygen Content Characteristics



Through the energy-saving and clean combustion technology of industrial boilers, we have successfully reduced the emissions of coal-fired pollutants and promoted the industrialization of energy-saving, environmental protection technology and equipment in the industry.
“
”

Recommendation of the First Major Technical Equipment in the Energy Sector of Beijing
Recommendation of the First (Set) Major Technical Equipment in the Third Batch of Energy Field by the National Energy Administration
“
”
As a provider of solutions for small and medium-sized boilers, Nowva Energy has been committed to turning "good technology" into "good products" since its establishment. "Developing new boilers and providing one-stop services for users to solve pain points and difficulties in using heat" has become the core competitiveness of Nowva Energy.
“
”

Please contact us if needed.
 Contact Us
Contact Us



400 000 5570

Committed to the Development of China's Green Economy, Energy Conservation and Emission Reduction Undertakings









